
フィラメントが造形テーブルから剥がれてしまうトラブルはZ軸の調整で大幅に解消される
Z軸の調整は3Dプリンターのかなめとも言っていい作業だと思いますが、これがい意外と難しい。
しかしZ軸の調整を誤ると、一番多いトラブルとして造形中にフィラメントが造形テーブルから剥がれてしまうことだと思います。
少なくとも私はそうです><
しかしZ軸をきちんと調整してからは、かなり安定して出力させることができるようになりました^^
…と、いうわけで私なりのZ軸の調整方法です。
ちなみに一応Z軸を自動で調整してくれる、オートレベリングを採用する手もありますが、改造も必要ですし、あれはあれで導入すればすんなり・・・ということもなさそうなので、私はあくまで手動でやっています。
そもそもなんでZ軸の調整ミスでフィラメントが剥がれるか
ほかにもいろいろと可能性はありそうですが、私が実感した原因はこの二つです。
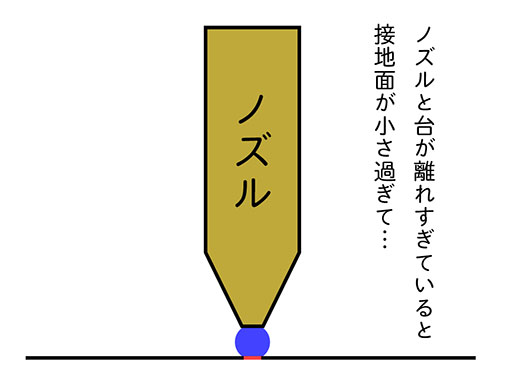
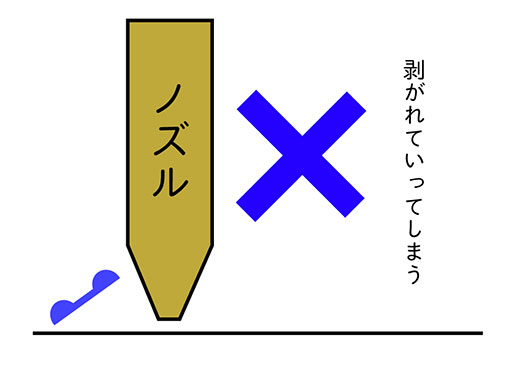
造形テーブルからノズルが離れていると定着しない問題
ノズルの先端が造形テーブルから離れすぎているときはこのパターンです。
この場合造形テーブルへのフィラメントの定着が十分じゃないことが原因です。
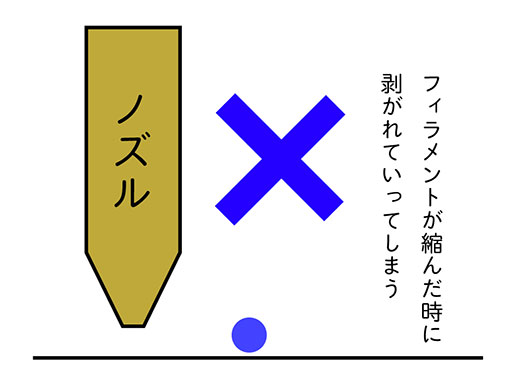
接地面が少なすぎて、フィラメントが冷めて縮んていく際に耐え切れず剥がれてしまいます。
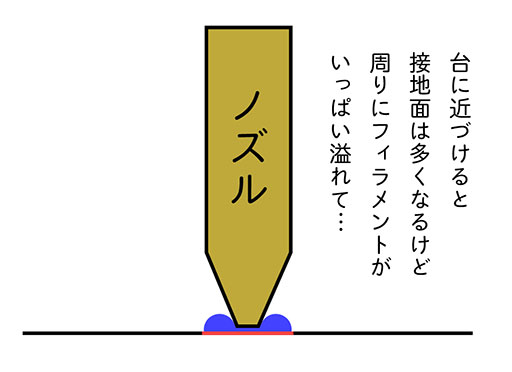
ノズルが造形テーブルに近すぎると、二層目で引っかかる問題
ノズルの先端が造形テーブルに近すぎているときはこのパターンです。
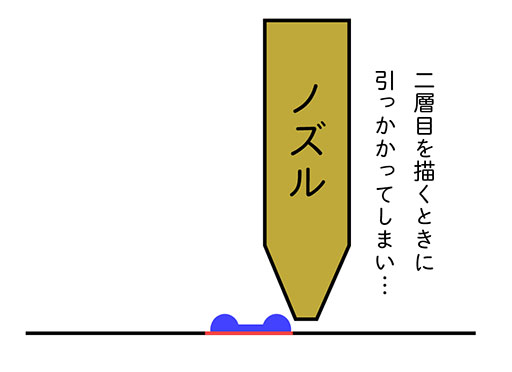
この場合接地面は広いため定着は十分にも見えますが、表面が平らにならないため、二層目を出力する際に凹凸にノズルが引っかかり、乾いた一層目を剥がしとっていってしまいます。
解決法!Z軸の具体的な調整方法
丁度いいZ軸の高さ…の前にちょっと注意点
先に補足しておきますと、理想的なZ軸の高さはフィラメントの直径やノズルの直径などの影響もあって一概には言えません。
一応うちの場合は、フィラメントが1.75mm、ノズルの直径が0.4mmでやっています。
あくまでその場合これでうまくいったという参考までに。
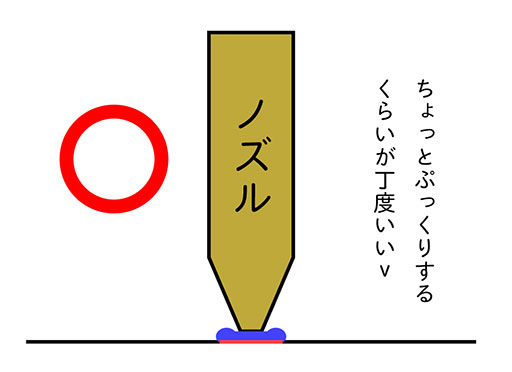
丁度いいZ軸の高さ
Z軸の高さですが造形台からコピー用紙一枚分がいいと思います。取説には確か名刺一枚分とあって、最初名刺一枚分で試していたのですが、若干食いつきが悪くコピー用紙一枚分にしたことで改善されました。
逆に言えば、名刺一枚分か、コピー用紙一枚分かで定着率が全然違うということです。
調整は5か所で行う
調整をするとき、ついオートホームで最初に戻る起点だけで高さを確認しがちです。ですがZ軸を調整するなら5か所で調整したほうがより正確です。
具体的な場所としては、四隅と中央。
3Dプリンター本体からノズルを移動してみることができると思うので、5か所すべてがちゃんとコピー用紙一枚分になっていることを確認します。
もしこの際場所によってずれのある箇所があった場合、造形テーブルを固定している四隅のネジを調整してみてください。
均一にずれがある場合には、Z軸のスイッチを上下させて調整を。
コピー用紙がわずかに通らないときはマスキングテープで
最後にすごく細かい調整ですが、コピー用紙がわずかに入らない!なんてときスイッチの移動でZ軸を調整するのはさすがに困難です。
そんな時はZ軸のセンサーが触れる部分にマスキングテープを張ってちょっとだけ浮かせましょう。
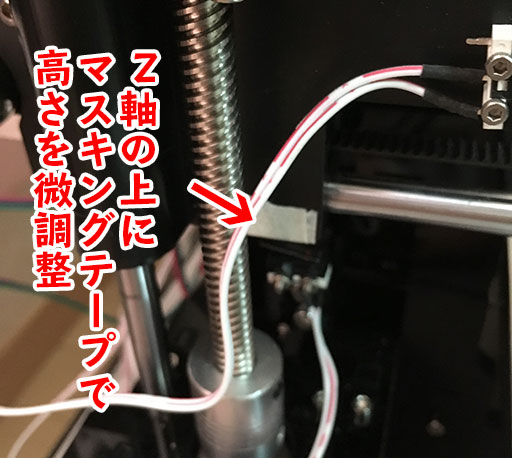
こうするとマスキングテープ一枚単位の微調整が可能です。
ただし浮かせることはできても逆はできないので、その場合はちょっとだけ下げて、そのあとにマスキングテープなどで調整を。
最後に
Z軸の調整は何気に最初だけというわけにいきません。使っているうちにプリンター全体のネジが緩んでくるので、それを締めなおす際にもZ軸にわずかなズレが出ます。
そのたびに直さなければいけないのはハッキリ言って煩わしいのですが^^;
もしこれでもフィラメントの定着が・・・という方はこちらの記事もよろしければ参考にしてみてくださいv
>>【3Dプリンター】ヒートベッド用耐熱ガラスを使ってみた
追記:大きなものを出力すると失敗がわかる
丁度いい感じに大きなものを出力したときに失敗したので載せます^^;
一層目を出力した段階でミスに気付いたので強制終了しました
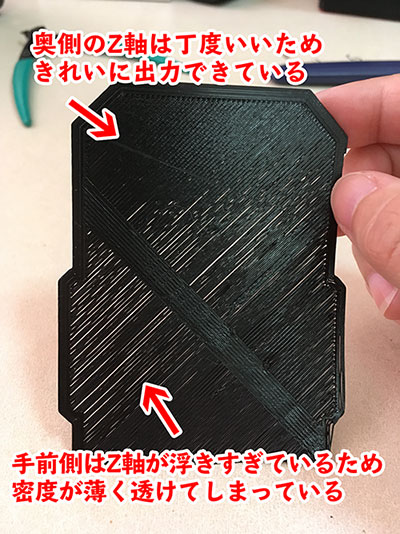
このように4か所Z軸がきちんとあっていないと、場所によって不具合が出てきます。
今回再度チェックしたところ、特に左手前のずれが大きかったです。
全部の個所を念入りに調整してみると、ケープ(のり)をそれほど使わなくても、かなり定着率がよくなりました。